STEEL ROLLING TECHNOLOGY
Textbook & Handbook
Prelude
This publication is intended for people interested to learn about steel rolling technology. Forming of long steel products by plastic squeezing between rotating rolls (“rolling” hereafter) is among very important industrial techniques because of huge amount of consumed resources, immense environmental impact, enormous quantity and significance of long products. Basics of steel shaping by rolling are published on Wikipedia (including a virtual three-dimensional animation for the most simple case of rolling a cuboid
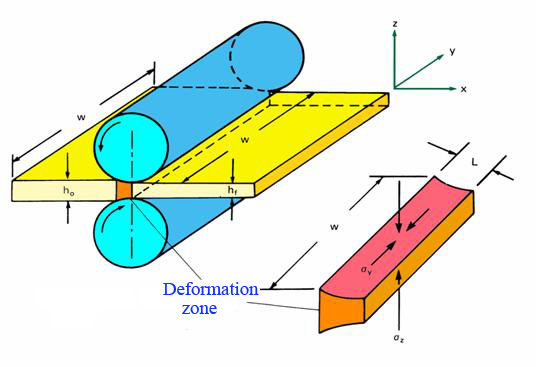
Fig 1: Grooveless (flat) rolling
The objectives of plastic forming include obtaining a desired shape and improving other attributes, such as mechanical properties. For example, during plastic forming of steels, large crystals that exist inside cast steel body become broken into small, elongated crystals, thus transforming this usually brittle cast iron into a ductile and tough material. To accomplish this, it is often necessary to reduce the cross section of a cast structure to one-tenth or even less of its original cross section area.
Rolling is conducted by applying external mechanical forces to overcome the strength of the solid material. This process is limited not only by the power exerted by tools, but also by the plasticity manifested by the workpiece. Plasticity increases with temperature, while the resistance to plastic deformation of a heated solid decreases. This is why the hot rolling processes are carried out at elevated temperatures: solids are heated using high capacity reheating furnaces before they are shaped. Cold rolling is also broadly applied as a secondary process for making a variety of products of smaller cross-sectional dimensions. For metallic materials, and especially for steels, a distinction between cold and hot working is due to the occurrence (or absence) of recrystallization processes within the internal structure of the material. When a steel is formed at temperatures above 0.5.Tm, (where Tm = melting temperature in degree Kelvin) the phase transformation called recrystallization converts the internal structure into newly formed polycrystals. If a steel is formed at temperatures below 0.3.Tm, recrystallization processes do not usually take place, which means that the internal structure will preserve the orientation and geometry introduced by the deformation process itself.
Hot rolling of steel is relatively new technique, probably due to the fact that steel was not available in large quantities until the end of seventeenth century. By the end of seventeenth century, hot mills using grooveless (“flat”) rolls were being employed to reduce the thickness of cuboids into sheets. At the present time, hot rolling mills can produce up to one mm thickness, but the usual minimum thicknesses are larger especially when rolling velocity reaches 15 m/s and over. Steel wire can be hot rolled with diameters as small as 5 mm at velocities as high as 100 m/s. Perhaps the major drawback of hot rolling is the surface oxidation. Loss due to oxidation increases with the surface area and temperature of the rolled steel.
Before studying rolling technique, it is useful to refresh understanding of the concepts of “steel” and “secondary (intermediate) manufacture”. Relevant basics can be found at various web sites, such as:
http://www.explainthatstuff.com/ironsteel.html
http://en.wikipedia.org/wiki/Steel
http://www.jjjtrain.com/vms/eng_metalsl_hist/eng_metal_hist_00.html
http://www.jjjtrain.com/vms/eng_metal_stds/eng_metal_stds_00.html
http://www.matter.org.uk/steelmatter/self_study.htm
Steels are sub-class of engineering materials. Web sites
http://www.msm.cam.ac.uk/map/map.html
http://www.martindalecenter.com/Calculators3_4_Met.html#AERO-COMP-REFERENCE
http://docs.google.com/Doc?id=dgjqx5q8_59fsb4fhpw
http://www.matweb.com
http://www.matter.org.uk/
present some information about engineering materials and their attributes.
Rolling is a sub-class of a larger category called the intermediate manufacture of solid products. Intro to the intermediate manufacture can be found at
http://www.jjjtrain.com/vms/library.html
Criteria for running properly the rolling operations include process efficacy, resource consumption, product quality and ergonomic & ecological sustainability. One of the prerequisites to achieve this is to have a good understanding of rolling technology. Rolling belongs to a more general group of manufacturing techniques called “processes based on plasticity”.
Click on http://goo.gl/5gXAZ to read about forming solids by rolling.
For a free access to more detailed coverage of hot steel rolling technology, contact sead.spuzic@unisa.edu.au